
Аппаратное и программное обеспечение от компании ООО НПП «Вибробит» позволяет построить комплексную информационную систему мониторинга и диагностики оборудования на промышленном объекте. В статье подробно описаны решения, разработанные компанией для систем стационарного контроля вибрационного состояния оборудования.
ООО НПП «Вибробит», г. Ростов‑на-Дону
![]()
Основным направлением деятельности ООО НПП «Вибробит» является разработка и производство автоматизированных систем контроля вибрации и механических величин (АСКВМ), информационно-технических (ИТ) систем, предназначенных для непрерывного стационарного измерения и контроля параметров механического состояния паровых и газовых турбин, турбокомпрессоров, центробежных насосов и других машин во время их эксплуатации.
Активное сотрудничество с отечественными и зарубежными производителями турбин (АО «Уральский турбинный завод», ПАО «Силовые машины», ОАО «Калужский турбинный завод», АО «Турбоатом» и др.) дает возможность построения оптимальных, полностью совместимых систем контроля вибрации АСКВМ «Вибробит» с учетом механических и технических характеристик контролируемого оборудования.
Широкая номенклатура продукции и услуг, предоставляемых предприятием «Вибробит», позволяет укомплектовать систему стационарного контроля вибрационного состояния оборудования аппаратурой одного производителя. ООО НПП «Вибробит» выпускает следующее аппаратное и программное обеспечение:
- датчики, первичные усилители и преобразователи, механизмы установки, аксессуары, проверочные стенды;
- измерительные и вспомогательные вторичные модули, сервисное оборудование;
- программно-технический комплекс (ПТК) «Интегрированная система вибрационного мониторинга (ИСВМ) «Вибробит Web.Net.Monitoring»;
- ПТК «Автоматизированная система вибрационной диагностики (АСВД) «Вибробит Web.Net.Diagnostics»;
- ПТК «Автоматизированная система динамической балансировки (АСДБ) «Вибробит Web.Net.Balancing».
Поддерживая в актуальном техническом состоянии аппаратуру, выпускаемую длительное время (датчики и преобразователи аппаратуры «Вибробит 100», модули аппаратуры «Вибробит 300», цифровые преобразователи аппаратуры «Вибробит 400»), ООО НПП «Вибробит» завершило испытания новых технических средств и приступило к процедуре утверждения типов средств измерений, таких как: датчики пьезоэлектрические абсолютной вибрации со встроенной электроникой, вихретоковые датчики смещений (виброперемещений) со встроенной электроникой, емкостные датчики воздушного зазора, малогабаритные модули (2U) контрольно-измерительной аппаратуры «Вибробит 500».
Датчики со встроенной электроникой
Состав аппаратуры производства ООО НПП «ВИБРОБИТ» пополнился серией новых датчиков со встроенной электроникой, расположенной в корпусе датчика или в соединительном разъеме (рис. 1). Совмещение чувствительного элемента и нормирующего усилителя в одном корпусе (или разъеме) позволяет улучшить метрологические характеристики датчиков и расширить диапазон измерений по амплитуде и частоте. Кроме того, благодаря такому решению повышается степень защиты оболочки и в целом надежность устройства. Уменьшенные габаритные размеры датчика позволяют экономить место, а необходимость устанавливать одно устройство вместо двух упрощает монтаж аппаратуры.

Рис. 1. Внешний вид датчиков со встроенной электроникой: а – пьезоэлектрический датчик; б – вихретоковый датчик
В зависимости от исполнения датчиков выходной сигнал представлен унифицированным током 4–20 мА или напряжением – стандарт, подобный ICP.
Пьезоэлектрические датчики со встроенной электроникой предназначены для измерения виброускорения, виброскорости, НЧ виброскорости, СКЗ виброскорости. Вихретоковые – для измерения относительных перемещений, размаха виброперемещения, наклона поверхности относительного горизонта, частоты вращения.
Широкий рабочий температурный диапазон датчиков со встроенной электроникой (от –40 до +120 °C) допускает их установку непосредственно на оборудование с высокой температурой корпуса. Для более жестких условий работы датчика (диапазон температур до +180 °C) предусмотрен вариант исполнения с электроникой, размещенной в цилиндрическом корпусе, вынесенном на расстояние до 2 м.
Серия датчиков имеет встроенный интерфейс 1‑Wire, который позволяет при необходимости подстроить коэффициент преобразования (например для вихретоковых датчиков – в случае существенного отличия марки металла на объекте контроля).
Для удобства монтажа на контролируемом оборудовании реализовано несколько вариантов конструктивного исполнения корпуса датчиков. Соединительный кабель датчика выполнен в прочной оплетке, металлорукаве с маслостойкой оболочкой, длина – в соответствии с требованиями заказчика.
Аппаратура контрольно-измерительная «Вибробит 500»
Серия малогабаритных модулей контроля аппаратуры «Вибробит 500» предназначена для построения автоматизированных систем измерения и контроля параметров вибрационного, механического, теплотехнического состояния паровых и газовых турбин, турбокомпрессоров, центробежных насосов и других машин во время их эксплуатации. Применение современных электронных комплектующих, высокопроизводительных 32‑разрядных DSP-микропроцессоров, прогрессивных методов цифровой обработки сигналов (ЦОС) и многолетнего успешного опыта ООО НПП «Вибробит» в реализации автоматизированных систем контроля вибрации позволило создать малогабаритные контрольно-измерительные модули с уникальными функциональными свойствами и конкурентными техническими характеристиками.
Модули контроля аппаратуры «Вибробит 500» (рис. 2) предназначены для установки в малогабаритные блочные каркасы высотой 2U, шириной 42HP, 63HP и 84HP (блочный 19‑дюймовый каркас). Широкий рабочий температурный диапазон (от –40 до +70 °C) позволяет размещать модули в непосредственной близости от контролируемого агрегата.

Рис. 2. Внешний вид модулей аппаратуры «Вибробит 500»: а – модуль измерительный MM530‑DA-NAS01; б – модуль коммуникационный MC540‑CSD01‑LA
В перечень измеряемых параметров входят:
- среднеквадратичное значение (СКЗ) виброускорения, СКЗ виброскорости опор подшипников;
- размах абсолютного виброперемещения опор подшипников;
- относительное виброперемещение вращающихся валов и других узлов;
- относительное смещение вращающихся валов;
- относительное смещение корпусов подшипников, положение запорных регулирующих органов;
- частота вращения ротора;
- температура узлов (первичные датчики – термосопротивления, термопары);
- другие физические величины (параметры), представленные унифицированным сигналом постоянного тока (первичные преобразователи с выходным сигналом по току).
Состав серии малогабаритных модулей (а в нее входят модули контроля измерительные, модули коммутационные, модули логики, модули тестирования, модули генератора тестового сигнала, модули контроля питания, модули питания AC/DC и каркасы блочные) позволяет строить оптимальные автоматизированные системы контроля механических величин и диагностики роторного оборудования. Возможность построения законченной системы на аппаратуре одного производителя – важное преимущество серии «Вибробит 500».
Также к достоинствам можно отнести и одноканальное исполнение измерительных модулей, поскольку такая аппаратура позволяет реализовать системы повышенной надежности. Все модули «Вибробит 500» обеспечивают высокую точность и скорость измерений, для проведения диагностики состояния агрегатов они используют современные методы ЦОС (в перспективе – вейвлет-анализ). Измеренные значения основных параметров отображаются на индикаторе, расположенном на лицевой панели. Для передачи данных на верхний уровень системы имеются интерфейсы Ethernet, RS‑485 и CAN, при этом обеспечено резервирование – дублирующие интерфейсы связи RS‑485 / CAN. В целях удобства монтажа и эксплуатации разработчики предусмотрели целый комплекс характеристик. Так, у модулей «Вибробит 500» малые габаритные размеры, обеспечивающие компактное размещение, а кроме того, гибкая система размещения в принципе: измерительные устройства можно располагать непосредственно возле агрегата, в шкафу (рис. 3). Ремонт аппаратуры не составит трудностей, поскольку обеспечена упрощенная методика замены ЗИП. У модулей низкое энергопотребление и широкий диапазон рабочих температур: от –40 до +70 °C.

Рис. 3. Пример шкафа виброконтрольного для 4‑опорного агрегата на базе аппаратуры «Вибробит 500»
Модули контроля аппаратуры «Вибробит 500» используются для построения систем вибрационного контроля разной сложности, вплоть до систем, обслуживающих крупные турбоагрегаты, или распределенных систем с большим количеством технологического роторного оборудования.
Настройка вычислительного алгоритма в модулях измерительных представляет собой определение последовательности операций цифровой обработки сигналов (выборка, фильтрация, децимация, интегрирование, взвешивание окном, прямое и обратное БПФ, масштабирование, вычисление СКЗ и размаха и др.).
Арифметико-логическое устройство (АЛУ), реализованное программно, в модулях контроля представляет собой интерпретатор предопределенных команд (операций ЦОС), которые выполняются последовательно. Изменение вычислительного алгоритма не требует обновления ПО модуля контроля. АЛУ поддерживает параллельные вычислительные потоки и условное ветвление алгоритма.
ИСВМ «Вибробит Web.Net.Monitoring»
Интегрированная система вибрационного контроля и мониторинга (ИСВМ) предназначена для объединения систем контроля вибрации и механических величин (рис. 4). ИСВМ резервирует результаты измерений со всех АСКВМ и предоставляет доступ к состоянию любого из агрегатов локальной сети предприятия удаленным пользователям в сети интернет. В ИСВМ реализованы модули балансировки валов турбоагрегатов, насосов ПЭН, ПТН, а также функции автоматизированной вибрационной диагностики.

Рис. 4. ИСВМ «Вибробит Web.Net.Monitoring»: рабочее окно (увеличить изображение)
Пользователи, независимо от их месторасположения, обращаются к веб-серверу вибромониторинга, пользуясь стандартным браузером интернет-страниц. Пройдя аутентификацию, пользователь имеет возможность выбрать интересующее его оборудование, которое необходимо проконтролировать. Он может просмотреть его текущее состояние, отраженное в таблицах, на графиках, мнемосхемах, в отчетах и т. д.
Основные преимущества применения веб-технологий для организации доступа к вибрационному состоянию оборудования:
- на компьютеры клиентов системы мониторинга не требуется приобретать индивидуальные лицензии. Клиенты системы мониторинга получают доступ к данным мониторинга с помощью установленного на их компьютеры стандартного браузера интернет-страниц (например Chrome, Internet Explorer, Firefox) и не зависят от установленной операционной системы (Windows, Linux и т. д.);
- обновление ПО сервера не требует обновления ПО клиентов;
- реализация полноценной системы мониторинга контролируемого оборудования с предоставлением всевозможных отчетов, таблиц, графиков, диаграмм и т. д.;
- организация первичных вибродиагностических работ без необходимости выезда специалиста;
- надежная встроенная система аутентификации пользователей, позволяющая реализовать разграничение прав доступа к информации и управлению параметрами системы вибрационного мониторинга;
- гибкая система изменения дизайна и языковой настройки представления данных в соответствии с региональными настройками пользователя;
- передача данных по стандартным протоколам сети интернет, не требующим изменения конфигурации сетевого оборудования провайдеров сети интернет.
Стандартно предусмотрены следующие страницы: таблицы параметров, мнемосхемы, гистограммы, осциллограммы и спектрограммы сигнала, полярные диаграммы, АФЧХ и графики зависимостей параметров, орбита движения ротора и опор, графики, отчеты, окно идентификации дефектов, окно подбалансировки валопровода, журналы событий.
В системе реализован интуитивно понятный интерфейс с учетом индивидуальных предпочтений конкретного пользователя и поддержкой мультиязычности. При этом появляется возможность использовать для каждой учетной записи свой язык интерфейса.
АСВД «Вибробит Web.Net.Diagnostics»
Автоматизированная система вибрационой диагностики (АСВД) «Вибробит Web.Net.Diagnostics» предназначена для непрерывной стационарной вибрационной диагностики механического состояния паровых и газовых турбин, турбокомпрессоров, центробежных насосов и других машин, смонтированных на подшипниках, во время их эксплуатации. Решение выполнено на основе ИСВМ «Вибробит Web.Net.Monitoring» с реализацией вибродиагностических алгоритмов ООО НПП «Вибробит» и сторонних экспертов по вибрационной диагностике.
АСВД «Вибробит Web.Net.Diagnostics» обеспечивает эффективную работу турбоагрегата, повышает уровень безопасности и безаварийность технологических процессов. Оперативный персонал своевременно получает полную и достоверную информацию о состоянии технологического оборудования, благодаря чему предотвращаются его ошибочные действия. Система позволяет своевременно выявить возможные дефекты технологического оборудования, обеспечивает обслуживание виброналадочных работ и таким образом позволяет снизить затраты на эксплуатацию и ремонт оборудования.
Реализуются следующие функции:
- определение диагностируемых дефектов и выдача рекомендаций персоналу;
- представление информации на видеокадрах диагностической станции;
- регистрация и документирование информации;
- ведение архивов;
- поддержка виброналадочных работ;
- обмен информацией со смежными системами по цифровым протоколам.
Обрабатывая текущую информацию о вибрационных и тепломеханических параметрах с учетом режимов работы турбоагрегата, АСВД «Вибробит Web.Net.Diagnostics» позволяет выявить следующие дефекты: трещину в роторе, дисбалансы, нарушение центровки роторов, дефекты сопряжения жестких муфт (коленчатая стыковка, излом оси), износ баббита в подшипнике, ослабление в опорной системе, торцевые и радиальные задевания, эллипсность шеек ротора, внезапный дисбаланс, масляную низкочастотную вибрацию, паровую низкочастотную вибрацию, разрыв стяжных болтов, дефекты монтажа и износ подшипников качения. Кроме перечисленных, система позволяет диагностировать и другие дефекты, характерные для конкретного роторного оборудования.
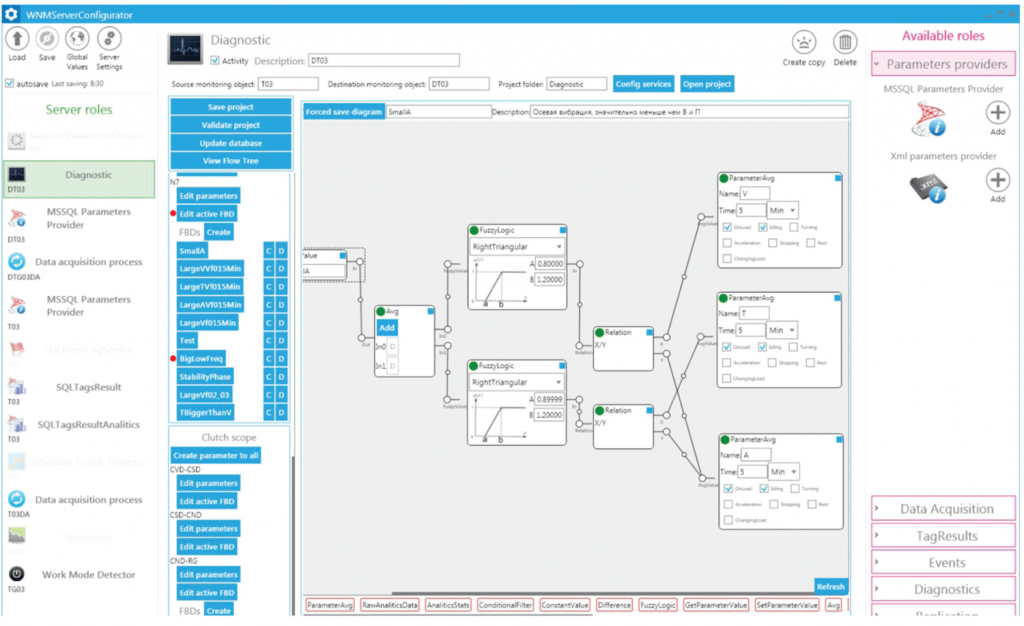
Специалистам по вибрационной диагностике предоставляется возможность создавать собственные алгоритмы, корректировать и тестировать их. Настройка алгоритма диагностики заключается в создании нечеткой когнитивной карты, внешне напоминающей блок-схему алгоритма (рис. 5). Первоначально строится диагностическая модель объекта диагностики. Составляется описание возможных мест возникновения дефектов. Далее создаются и настраиваются диагностические проекты. Каждый диагностический проект состоит из задач по выявлению конкретных диагностических дефектов и состояний объекта в целом.

Рис. 5. Настройка алгоритма в АСВД «Вибробит Web.Net.Diagnostics» (увеличить изображение)
АСДБ «Вибробит Web.Net.Balancing»
Определение технического состояния роторных машин в первую очередь заключается в определении динамической сбалансированности ротора (валопровода). Динамические силы от дисбаланса являются наиболее мощными возмущающими силами в механизме. Основа динамической балансировки роторного механизма – это снижение вибраций подшипников, что обеспечивает безопасную эксплуатацию агрегата.
Автоматизированная система динамической балансировки (АСДБ) «Вибробит Web.Net.Balancing» предназначена для проведения балансировки роторов машин на собственных подшипниках. Расчет балансировочных масс осуществляется согласно РД 153-34.1-30.604-00 «Методические указания по балансировке многоопорных валопроводов турбоагрегатов на электростанциях».
АСДБ «Вибробит Web.Net.Balancing» поддерживает следующие функции:
- расчет масс и положения балансировочных грузов в зависимости от выбранного критерия оптимизации;
- расчет остаточной вибрации после установки балансировочных грузов;
- расчет и корректировка матриц динамических коэффициентов влияния;
- прием значений параметров вибрации от ИСВМ «Вибробит Web.Net.Monitoring» и ручной ввод;
- долговременное хранение архива проведения балансировочных работ;
- построение отчетов балансировочных работ;
- одновременная работа с несколькими объектами балансировки в многопользовательском режиме;
- возможность сохранения текущего этапа балансировки на длительное время;
- использование планшетных компьютеров и беспроводной связи для работы непосредственно около объекта балансировки;
- ведение журнала установки и съема балансировочных грузов.
В АСДБ «Вибробит Web.Net.Balancing» реализован интуитивно понятный интерфейс пользователя, позволяющий удобно и качественно выполнять балансировку роторов и валопроводов.
Заключение
Предлагаемые ООО НПП «Вибробит» технические решения и информационные технологии по реализации комплексной информационной системы мониторинга и диагностики оборудования промышленных объектов позволяют повысить безопасность эксплуатации промышленных объектов за счет построения системы контрольно-защитного отключения и сигнализации, предотвращения механического разрушения технологического оборудования.
Данные решения помогают повысить контроль рабочих процессов и общую культуру производства. С их помощью проще оценивать технологическую дисциплину эксплуатации промышленного оборудования, они дают возможность в режиме реального времени контролировать экономические и производственные показатели подотчетных предприятий, а также планировать ремонтные работы по фактическому состоянию оборудования, что значительно снижает затраты.
Благодаря создаваемому резервному хранилищу базы данных технического состояния контролируемого оборудования с разделением по типам можно уточнять и оптимизировать диагностические алгоритмы выявления дефектов на ранних стадиях. Информация из хранилища поступает в распоряжение высококвалифицированных групп технической диагностики и оценки состояния промышленного оборудования, позволяя систематизировать статистическую информацию для раннего достоверного предупреждения развития дефектов.
В дальнейшем ООО НПП «Вибробит» намерено продолжать разработку новых аппаратных и программно-технических средств для автоматизированных систем вибрационного контроля, повышающих безопасность и эффективность эксплуатации промышленного оборудования.
Опубликовано_в журнале ИСУП № 1(85)_2020
А. Г. Добряков, директор,
А. А. Зайцев, ведущий специалист,
ООО НПП «Вибробит», г. Ростов‑на-Дону,
тел.: +7 (863) 218‑2475,
e‑mail: info@vibrobit.ru,
сайт: vibrobit.ru
_big.jpg'); "2(116)_small.jpg")

{kind=link}
{kind=link}