
В статье рассматривается практическая возможность создания единого интеграционного решения дистанционного управления и мониторинга промышленного производства (вне зависимости от отрасли) в среде разработки MasterSCADA.
Компания «ИнСАТ», г. Москва
![]()
Надо ли вставать с дивана?
Про дистанционное управление каждый знает с того момента, как появился пульт у телевизора: не нравится картинка – жмешь на кнопку. В конечном итоге именно это и важно потребителю. А каким образом нажатие кнопки связано с устройством – это для любопытных. Задача дистанционного управления (при условии стоящего напротив дивана телевизора) решена: не надо вставать, идти, крутить гетеродин. Мониторинг в системе «телевизор – человек» весь сосредоточен в мозгу человека. Именно он принимает решение о том, что нужно оставить на экране.
Чем дистанционное управление сегодня отличается от своих предшественников? Глобально – преодолеваемым расстоянием и объемом передаваемой информации. О расстоянии теперь можно не заботиться и включить телевизор хоть с другого континента. Объемы же возможной для передачи информации на сегодняшний день таковы, что, не вставая с дивана, можно управлять не только телевизором, но и целым заводом.
Управлять (включать, изменять режим, выключать) необходимо, чтобы повышать эффективность, снижать издержки, увеличивать прибыль, ускорять, обгонять… А делать это дистанционно, во‑первых, удобно, во‑вторых, это опять же ускорение процесса и, в‑третьих, это возможность расположения управляемых объектов (предприятий) без территориальной привязки к источнику управления. На наш взгляд, именно в такой последовательности.
Чтобы управлять, надо знать!
На первый план сегодня выходит проблема интерпретации тех данных, которые поступают с производства. Производства разные, проблемы разные, мониторинг разный… Мониторинг – это ключевой элемент в управлении. И он не просто главный, он еще и индивидуальный не только в разных отраслях, но даже на разных предприятиях внутри одной отрасли. При этом на каждом предприятии уже есть какие-то инструменты мониторинга: учет потребляемых ресурсов (например, установлены счетчики); учет наработки насоса или количества обработанных деталей в контроллерах станции управления; наличие датчиков движения (в системе СКУД) или видеонаблюдения (в системах безопасности). При этом многие используемые системы разработаны индивидуально под конкретную задачу.
Сегодня до принятия управленческих решений необходимо проанализировать данные от нескольких информационных, измерительных систем, а также систем АСУ ТП. На многих предприятиях для этого всё переносится в Excel. Таким способом обеспечивается индивидуальный, адаптивный, не зависящий от разработчика программного решения анализ. Единственный недостаток – от возникновения данных до их обработки и анализа проходит много времени.
Для повышения эффективности анализа данных из разных источников необходимы:
легкая настройка системы мониторинга под индивидуальные потребности любого производства;
инструменты анализа в месте образования (консолидации) данных;
исключение ручной обработки исходных данных, поступающих с различного оборудования.
Рецептура системы мониторинга
Рассмотрим три на первый взгляд разных производства: разные отрасли, изделия, технологии, разное количество переделов. Предположим, это:
- производство мяса и мясопродуктов;
- производство металлопроката;
- деревообработка.
Объединяет эти производства следующее: начальный продукт изменяется в процессе перемещения по переделам; производство ведется на технологических узлах и линиях разных производителей; для решения задач управления необходимо знать, из чего и как (при каких режимах, за какое время и на каких узлах) произведен конечный продукт.
В чем же состоят качественные, существенные различия систем мониторинга для этих производств? Разное количество входящих или исходящих изделий, разные типы обрабатывающих узлов. Процесс «роботизированной обработки и разделки туш» значительно отличается от процесса «фрезерования замкнутого контура» по технологии. С точки зрения информационного наполнения важные параметры производства (режимы, параметры изменения потребительских качеств изделия) имеют разные единицы измерения. Уникальными являются лишь знания местных специалистов (конструкторов, технологов, мастеров, управленцев) о том, какие параметры нужно добыть для анализа, как их сопоставить и какие решения по ним принимать. Однако, несмотря на то что отрасли разные, для выстраивания системы мониторинга и управления необходимо одно и то же:
- отраслевой специалист, который знает, как устроено производство;
- грамотный интегратор для организации получения данных с уже работающих и производящих продукцию роботизированных станков и линий, неавтоматизированных станков, с дополнительных датчиков, а также от смежных программных комплексов и т. п.;
- подходящий инструментарий, преобразующий реальные знания о технологии производства и достоверные измерения текущих состояний в новое качество.
Задача первая – сбор данных
Вне зависимости от отрасли первоочередная задача – это сбор данных. Несмотря на разные техпроцессы и технологическое оборудование, всё сводится к ограниченному числу контроллеров управления. На вышеперечисленных производствах при разных технологиях оказалось всего пять типов контроллеров от ряда производителей: Omron (протокол FINS), несколько Siemens (протокол Profinet), Mitsubishi (протокол SLMP), FANUC (протокол EtherNet/IP), «Термодат» (протокол Modbus).
Организовать опрос можно с помощью двух-трех OPC-серверов: Kepware OPC Server с драйвером FANUC (PTC Inc., USA), Modbus OPC Server и MultiProtocol OPC Server с драйверами Omron, Profinet, Mitsubishi (ООО «ИнСАТ», РФ).
Это данные с нижнего уровня. Есть еще данные «сверху»: от MES (задание на производство), ERP (заказы), САПР (режимы обработки). Все это необходимо для того, чтобы получить оперативные, достоверные, пригодные для немедленного анализа данные о выпущенной продукции. Для обмена информацией с «верхом» в инструментарии хорошо бы иметь поддержку разных СУБД и открытый API.
Реализация сбора достоверных данных со всех технологических и обеспечивающих узлов уже в какой-то степени позволяет повысить эффективность производства [1].
Задача вторая – разработка отраслевого решения
Общим для рассматриваемых производств будет такое описание: объект мониторинга (сырье, полуфабрикаты, комплектующие) перемещается от одного технологического узла (агрегата, станка) к другому и после каждого агрегата изменяет свои свойства. Перемещение – это изменение координат. Технологические узлы – это наименования и функции. При отображении имеет смысл отличать «длинные» технологические узлы (конвейеры, прокатные станы) от компактных (станки, емкости), а не учитывать сами различия между прокатным станом и конвейером.
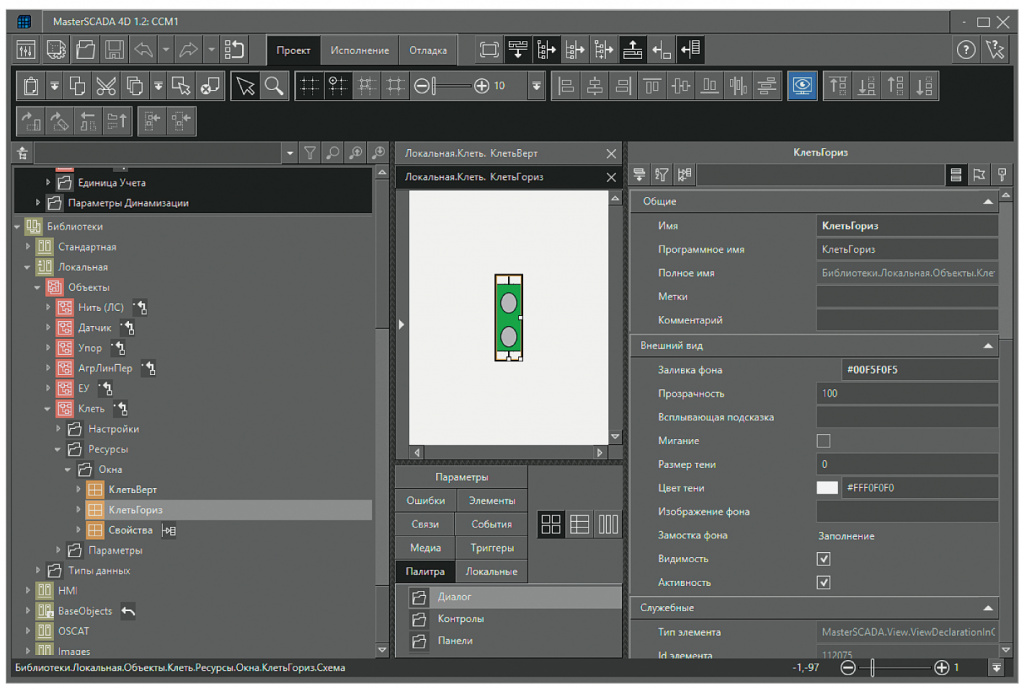
Объект мониторинга не только перемещается, он может изменять свои характеристики, делиться или объединяться от момента начала и до завершения процесса. Происходит, например, изменение габаритов и форм листов при прокате, изменение толщины и количества досок в деревообработке, изменение и распределение веса мяса в мясоперерабатывающем производстве. Изменение свойств изделия в процессе обработки имеет сложное описание, отличающее друг от друга разные технологии и даже разные предприятия одной отрасли. Интегратору необходимо иметь заранее разработанное отраслевое решение, учитывающее такую специфику. Это может быть, например, набор библиотечных элементов (объектов) в среде разработки MasterSCADA (рис. 1).

Рис. 1. Пример библиотечного объекта в среде разработки (увеличить изображение)
У каждого из библиотечных объектов есть перечень входных и выходных сигналов, программа обработки, изображение, тренд, сконфигурированные сообщения для журнала. Для библиотечного объекта создается набор индивидуальных свойств (наименование, размеры, координаты), конфигурируемых при наладке системы, и набор параметров (сигналы положения или состояния), считываемых с датчиков или контроллеров в процессе работы системы (рис. 2).

Рис. 2. Параметры библиотечного объекта
В качестве объекта могут выступать датчики, конвейеры, прокатные клети, нагревательные печи, пилы, фрезерные станки и другие агрегаты. Созданные таким образом наборы технологических узлов ускоряют процесс конфигурирования, который сводится к размещению объектов методом drag&drop на мнемосхеме цеха и настройке их индивидуальных свойств.
Главные ноу-хау – формализация знаний о самом технологическом процессе и об основных бизнес-процессах производства. Трудоемкость адаптации решения под отраслевую специфику снижается за счет единожды созданного набора библиотечных объектов и дальнейшего их использования в качестве наследников (с возможностью точечного изменения свойств) или экземпляров (без отличий от библиотечного объекта).
Задача третья – настройка системы
Разработанную библиотеку надо «привязать» к конкретному предприятию: наименования, расположение на плане цеха, координаты, индивидуальные свойства, адреса контроллеров и т. п. Интегратор может разработать библиотеку таким образом, что подобная задача станет доступна технологу (рис. 3).

Рис. 3. Пример расположения изображений библиотечных объектов
Дополнительным преимуществом упомянутой выше среды разработки является легкость тиражирования объектов (ввода второй линии, дополнительного цеха), так как набор агрегатов берется из существующего передела, а его опрос осуществляется уже настроенными встроенными драйверами и OPC-серверами. После этого остается только связать методом drag&drop опрашиваемые параметры с параметрами объекта и параметрами изображения. Этот процесс можно автоматизировать с помощью скриптов, встроенных в редактор.
Получив данные, мы имеем возможность использовать встроенные инструменты: следить за отображением на мнемосхемах для оперативного реагирования, генерировать отчеты для анализа данных, просматривать тренды параметров для сопоставления режимов с уставками.
Вместо заключения
Имея оперативные и достоверные данные от системы мониторинга и возможности их анализа, можно наконец заняться управлением. Сегодня доступны разные технологии, чтобы управлять дистанционно, при этом важно не забывать об информационной безопасности [2]. Самый простой способ обмена данными через маршрутизируемые сети или интернет – использование стандарта OPC UA, позволяющего шифрованную передачу. Самый простой способ избежать случайного воздействия – запрос подтверждения. Возможность управлять на расстоянии существует давно. Сегодня такая возможность получила технологическое подкрепление и позволяет создавать системы дистанционного управления не только «умным домом», но и производством в любой отрасли.
Литература
1. В. В. Хлюдзинский, Г. Л. Веселуха. Master дистанционного мониторинга //ИСУП. 2018. № 3.
2. А. М. Подлесный, В. Г. Карантаев. Система защиты информации как составная часть АСУТП // ИСУП. 2017. № 2.
Опубликовано в журнале ИСУП № 3(81)_2019
Г. Л. Веселуха, заместитель генерального директора по проектам,
Д. С. Остряков, инженер,
компания «ИнСАТ», г. Москва,
тел.: +7 (495) 989‑2249,
e‑mail: info@insat.ru,
сайт: insat.ru
_big.jpg'); "2(116)_small.jpg")

{kind=link}