
Приводится обзор ключевых возможностей использования платформы SIMATIC WinCC Open Architecture при построении систем идентификации и прослеживаемости на производстве.
ООО «Сименс», г. Москва
![]()
Одним из основополагающих принципов организации промышленного производства в соответствии с концепцией «Индустрия 4.0» является информационная прозрачность [1]. В это достаточно широкое понятие помимо получения и использования всеобъемлющей информации о состоянии, режимах и параметрах работы оборудования и инфраструктуры, данных из различных систем предприятия, сведений о персонале, выполняемых рабочих заданиях входит идентификация товарно-материальных ценностей (материалов, заготовок, деталей, сборочных единиц и т. д.) и прослеживаемость их движения по цехам и переделам во время производственного процесса.
Цифровое производство: идентификация и прослеживаемость обязательны
Сама задача идентификации и прослеживаемости на производстве, конечно же, не нова и традиционно решалась с помощью совокупности организационных и относительно простых технических мер, таких как, например, буквенно-цифровое кодирование, наносимое с помощью этикеток, методом клеймения, маркирования наборными нумераторами или микрофрезерования. Подобные «ручные» способы присвоения изделию идентификационных признаков и их обработки, повсеместно применявшиеся для учета и контроля движения материалов и заготовок в процессе производства до последнего времени, несут в себе очевидные проблемы, связанные в первую очередь с человеческим фактором. При заполнении технологического паспорта или любого другого документа, сопровождающего производственный процесс, человек может допустить ошибку, особенно при использовании длинных буквенно-цифровых обозначений, что, в свою очередь, способно привести к невозможности отследить в дальнейшем генеалогию изделия. Это лишь одна из потенциальных причин, не позволяющих реализовать полноценную обратную связь от изделия к производству. Кроме того, ручная фиксация номенклатурных кодов занимает значительное время. Излишне говорить, что построение цифровых сервисных моделей, основанных на адресном обслуживании изделия с учетом его генеалогии и «производственной истории» при таком подходе является затруднительным или невозможным.
Современные технологии идентификации лишены подобных проблем – точность считывания достигает 99 % и более, а расстояние, на котором происходит распознавание меток, может варьироваться от нескольких миллиметров до нескольких десятков метров. При этом скорость считывания и передачи данных по сравнению с аналогичной операцией, выполненной человеком, можно охарактеризовать словом «мгновенно».
Построенная на таких технологиях автоматическая система идентификации и прослеживаемости становится неотъемлемой составляющей цифровой киберфизической производственной структуры, без которой невозможно как повышение эффективности производства и качества выпускаемой продукции, так и обеспечение возможности индивидуализации производства – массового производства индивидуальных изделий. Таким образом, реализация функционала идентификации и прослеживаемости продукции является обязательным для производителей, ориентированных на воплощение принципов гибкого эффективного производства по цифровой модели.
Практическая необходимость: единая информационная платформа
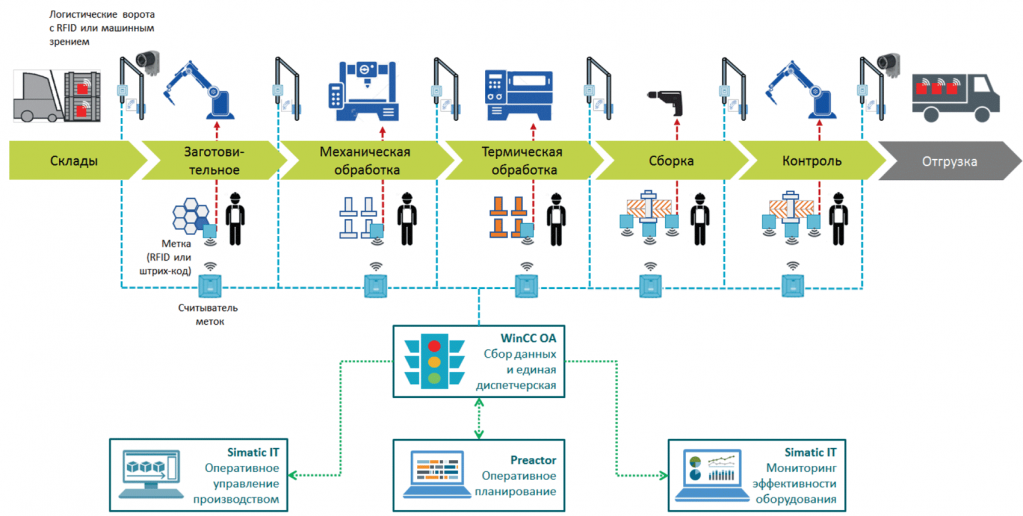
Техника идентификации компании Siemens широко известна и успешно зарекомендовала себя целом ряде применений (см., например, [2]). В настоящий момент в линейке продуктов Siemens для идентификации и прослеживаемости присутствуют как средства оптической идентификации (камеры, позволяющие считывать 1D/2D-коды или буквенно-цифровые обозначения на скорости до нескольких сотен кадров в секунду), так и считыватели, и антенны для работы с RFID-метками (рис. 1)*. Что касается последних, то компания Siemens производит широкую номенклатуру RFID-меток для различных применений: от простых, не подвергающихся в процессе работы какому-либо специфическому воздействию со стороны среды, в которой они находятся, до жаропрочных, способных выдержать температуру 200 °C и более, а также воздействие агрессивных сред. Кроме того, существует множество вариантов крепления RFID-меток: от самоклеящихся до меток с резьбовым соединением. Еще одним важным параметром при выборе метки является объем памяти. Ведь метка, по сути, является «бесконтактной флешкой», а какую информацию на нее записывать, зависит от конфигурации конкретной системы управления, применяемой на производстве.

Рис. 1. Цифровая прослеживаемость на производстве (увеличить изображение)
Указанные средства радиочастотной и оптической идентификации в информационном плане могут быть подключены к различным локальным или облачным системам (в зависимости от архитектуры конкретного решения) – цеховым или общезаводским системам автоматизации, сбора данных и диспетчерского управления, а в ряде случаев достаточно обеспечить передачу информации непосредственно на уровень MES-системы.
Однако для обеспечения полноценной ситуационной осведомленности и цифровой прозрачности производства необходимо не только непосредственно выполнить сбор данных о перемещениях материалов, заготовок, изделий или внутрицеховой тары по переделам с помощью штрих-кодов или RFID-меток и сделать эти данные доступными на уровне MES-системы, но и обеспечить консолидацию и регистрацию массива информации обо всех производственных и сопутствующих факторах, важных с точки зрения обеспечения качества продукции, эффективности производства, – как в виде временных срезов целевых параметров, так и в виде временных (исторических) рядов.
Также зачастую имеется необходимость в обработке такого набора данных непосредственно в рамках производственных участков или автономных производственных ячеек – в соответствии с принципом децентрализации управления и локальной обработки данных (Edge Computing), например, для обеспечения или оптимизации режимов работы оборудования в зависимости от параметров материалов/заготовок или индивидуальных особенностей/характеристик подлежащего выпуску изделия в партии.
Кроме того, в условиях реального производства возможны ситуации, связанные с необходимостью интеграции в единый комплекс сбора данных для диспетчеризации производства имеющихся систем или решений по идентификации, замена которых в силу технических, экономических или организационных причин невозможна или нецелесообразна.
Во всех указанных случаях решением является использование в качестве слоя консолидации данных цехового и производственного уровня единой информационной платформы, позволяющей одновременно обеспечить выполнение следующих требований:
- поддержка сбора и обработки данных в распределенных конфигурациях, в том числе при сложных сетевых структурах;
- развитые интеграционные и коммуникационные возможности (поддержка различных протоколов, в том числе возможность поддержки проприетарных протоколов для интеграции существующих систем и внутрифирменных решений);
- единый универсальный инжиниринговый инструментарий (для создания информационной модели/структур данных и описания прикладного функционала).
Приведенным требованиям соответствует платформа (система) SIMATIC WinCC Open Architecture (WinCC OA), разработанная для применения в приложениях, требующих гибкого и адаптивного инструментария для решения прикладных задач сбора, обработки и визуализации данных, а также в комплексных проектах, в которых предъявляются специфические требования к функциональности и архитектуре системы [3]. Пример возможной архитектуры решения показан на рис. 1.
Сбор данных и интеграция систем на базе WinCC OA: краткая техническая справка
Платформа WinCC OA построена по модульному принципу и функционально разделена на несколько программных процессов (менеджеров), которые могут быть распределены по различным серверам/компьютерам в сети. Обмен данными между менеджерами осуществляется по событиям с использованием протокола TCP/IP. Такая концепция построения идеально подходит для создания распределенных систем (поддерживается до 2048 серверов WinCC OA в рамках одной системы, до 255 клиентов на каждый сервер) и обеспечивает высочайшую масштабируемость: от простых локальных конфигураций до высокопроизводительных географически распределенных систем, обрабатывающих более 10 миллионов тегов. При этом WinCC OA является кросс-платформенной системой: поддерживаются операционные системы Windows, Linux (Red Hat, OpenSUSE, CentOS), а также платформа виртуализации VMware ESXi. Возможно применение различных операционных систем на серверах и клиентах.
В качестве базы исторических данных может применяться как собственная высокопроизводительная БД (HDB), так и СУБД Oracle (поддерживается в том числе и кластерная конфигурация Oracle Real Application Clusters). Возможно параллельное архивирование в БД Oracle и HDB. Также возможна запись определенных пользователем данных и журналирование системных событий и сообщений во внешней реляционной БД (MS SQL Server, MySQL, Oracle и др.).
В состав семейства клиентских приложений WinCC OA входят стандартный «толстый» клиент, приложение для настольных ПК, веб-клиент и приложение для мобильных устройств на базе ОС iOS и Android.
В рассматриваемом классе задач возможности платформы WinCC OA не ограничиваются сбором данных и интеграцией различных систем. За счет использования пакетов расширений (Add-Ons) WinCC OA позволяет повысить ситуационную осведомленность, прозрачность и эффективность производственных процессов – в частности, это достигается за счет использования видеоинформации и применения развитых аналитических алгоритмов.
Интеграция видео
Штатная видеоподсистема WinCC OA VIDEO обеспечивает функции управления видеоустройствами и видеопотоками (с поддержкой различных протоколов, в том числе ONVIF 2.0), включая возможность записи видео по событиям, экспорта видеопотоков и т. д. Модуль WinCC OA VIDEO позволяет оператору централизованно управлять функциями видео непосредственно из SCADA-системы и в дополнение к основным данным, получаемым с контролируемых объектов, использовать видеоинформацию при выполнении своих задач. Функциональность модуля WinCC OA VIDEO обеспечивает возможность выполнения следующих операций:
- установка и удаление камер в онлайн-режиме;
- конфигурирование камер в онлайн-режиме;
- управление мультидисплеями и проекторами;
- управление алармами в потоке видео;
- маркировка записанного видеопотока при аларме.
Аналитика
Пакет SmartSCADA в составе WinCC OA представляет собой инструментарий для статистической и аналитической обработки данных производственного процесса, осуществляющий извлечение из общего потока данных значимой информации, необходимой для поддержки в процессе принятия решений. При первоначальном корреляционном анализе происходит выявление взаимосвязей между различными регистрируемыми переменными (параметрами) процесса для проведения последующей классификации. Далее выполняется автоматическая привязка результатов с созданием набора состояний, которые затем проверяются и именуются. Статистические модели создаются из таких обработанных наборов. Впоследствии модели используются для оптимизации процесса, например, с помощью эффективного анализа причинно-следственных связей. Приведенные методы статистической обработки могут применяться как к историческим значениям, так и к данным реального времени.
Пакет SmartSCADA позволяет решать следующие основные задачи:
- выявление зон (областей), требующих оптимизации, в целях повышения общей эффективности производственного процесса (например, в рамках производственного участка/ячейки, цеха или производства в целом);
- обеспечение оптимальной производительности и доступности системы/установки/производственного процесса путем выбора варианта решения из предлагаемых альтернатив;
- оптимизация заданной целевой функции в отношении системы / установки / производственного процесса (например, времени простоя, затрат и т. п.).
От примеров применения к типовым решениям
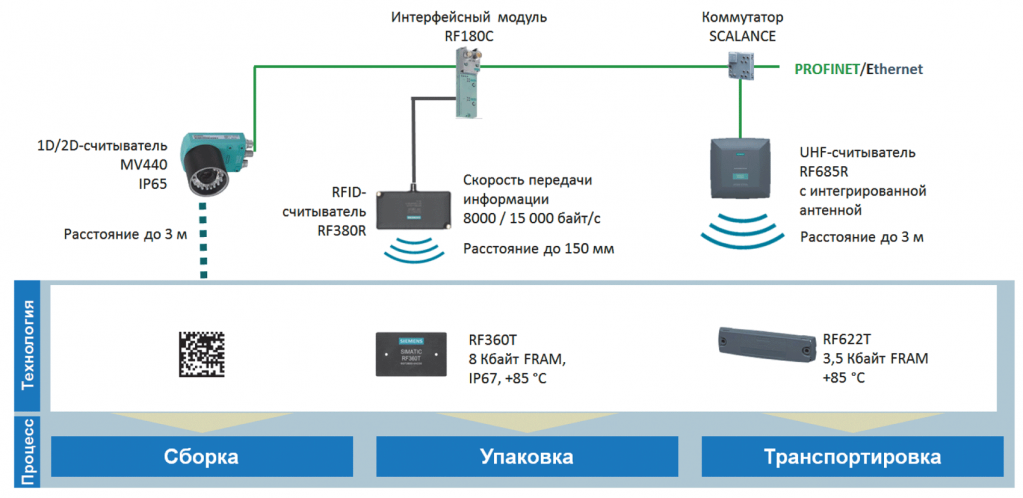
Особенно широкое распространение различные методы идентификации и прослеживаемости получили в автомобильной промышленности. Большое количество поставщиков, деталей, изделий, множество операций и сотрудников, выполняющих эти операции на конвейере, а также высокие требования к качеству заставили крупнейших автопроизводителей стать пионерами во внедрении систем идентификации и прослеживаемости. В частности, на одном из ведущих российских автомобильных заводов используются специально разработанные под условия данного заказчика RFID-метки компании Siemens. Метка устанавливается на кузов на участке сварки и проходит все переделы до передачи автомобиля покупателю. Она позволяет безошибочно идентифицировать автомобиль и выполнять производственные операции, опираясь на данные о конкретной комплектации. Типовые решения по идентификации на базе различных технологий для сборочного производства приведены на рис. 2.

Рис. 2. Типовые решения по идентификации для сборочного производства (увеличить изображение)
Другим примером использования RFID-меток может служить идентификация штампов в прессовом производстве. Помимо позиционирования штампа в зоне хранения метка также может содержать данные об использовании и последнем техобслуживании пресс-формы.
В пищевой промышленности часто используются буквенно-цифровые обозначения для транспортных платформ, контейнеров или RFID-метки для оборотной тары. С помощью идентификации упрощаются такие задачи, как автоматическое взвешивание или автоматизация склада, особенно когда сырье может храниться на складе ограниченный период времени, как, например, в пищевой промышленности или композитном производстве.
Во всех приведенных случаях платформа WinCC OA может выполнять роль агрегатора данных с различных устройств и датчиков (в том числе и устройств идентификации, используемых в производственном процессе) и служить для предоставления консолидированной информации сопряженным системам для дальнейшего использования, в частности, для отслеживания движения изделия по переделам в процессе производства и формирования электронного паспорта изделия.
Спектр возможных применений комплексных решений на основе платформы WinCC OA и систем идентификации на базе технологии RFID или с оптическими считывателями чрезвычайно широк. А в связи с переходом предприятий к концепции «Индустрия 4.0» в ближайшее время стоит ожидать резкого увеличения интереса к системам подобного рода.
Заключение
Идентификация товарно-материальных ценностей и прослеживаемость их движения по цехам и переделам являются основополагающими задачами для построения гибкого эффективного производства согласно парадигме цифрового предприятия. При этом для обеспечения полноценной ситуационной осведомленности и цифровой прозрачности производства в дополнение к данным о движении материалов, заготовок, деталей, сборочных единиц и прочего необходимы также консолидация и регистрация массива информации обо всех производственных и сопутствующих факторах, значимых с точки зрения контроля и обеспечения качества продукции и эффективности производства. Платформа WinCC OA обладает необходимыми системными свойствами и характеристиками для решения этой задачи, что позволяет перейти к новому уровню обеспеченности данными о производственном процессе и извлечения дополнительной выгоды из результатов их обработки.
Литература
1. Hermann M., Pentek T., Otto B. Design Principles for Industrie 4.0 Scenarios [Электронный ресурс] // 49th Hawaii International Conference on System Sciences (HICSS). 2016. URL: https://ieeexplore.ieee.org/document/7427673 (дата обращения: 25.12.2018).
2. Алексеев А. А. Применение систем автоматической идентификации компании Siemens // Автоматизация в промышленности. 2009. № 5.
3. Соловьёв С. Ю. Дигитализация с SIMATIC WinCC Open Architecture: настоящее и будущее // ИСУП. 2017. № 3.
______________________________________
*Промышленная идентификация // Siemens : [сайт]. URL: https://www.siemens.com/ru/ru/home/produkty/avtomatizacia/promyshlennaya-identifikaciya.html (дата обращения: 25.12.2018).
Опубликовано в журнале "ИСУП" № 6(78)_2018
С. Ю. Соловьёв, к. т. н., руководитель
Центра компетенций,
И.Ю. Юнак, руководитель группы
«Цифровые сервисы»,
департамент «Цифровое производство»,
ООО «Сименс», г. Москва,
тел.: +7 (495) 737‑2441,
e‑mail: dfpd.ru@siemens.com,
сайт: siemens.ru
_big.jpg'); "2(116)_small.jpg")

{kind=link}
{kind=link}